Steel ladle refractory is a specialized high-temperature lining system engineered to protect the ladle’s steel shell from extreme thermal shock, mechanical impact, and chemical erosion during the transport and secondary refining of molten steel. In modern steelmaking, the steel ladle is no longer merely a container for storing and transporting molten steel; it functions as a critical reactor for secondary metallurgy. Because the vast majority of out-of-furnace refining takes place inside the ladle, the performance of the steel ladle refractory lining is absolutely vital to the entire steelmaking system.
1. The Harsh Operating Environment of a Steel Ladle
During the tapping process, molten steel at temperatures of approximately 1650°C is poured into the ladle.In some secondary refining processes, steel temperatures can even exceed 1700°C, and the residence time of the molten steel in the ladle has significantly increased.
The refractory lining is subjected to multiple destructive forces:
- Severe Thermal Shock:Frequent thermal cycling and massive temperature variations during periodic operations severely impact the ladle’s lifespan
- Mechanical Impact: The violent impact of molten steel during pouring, combined with intense argon gas stirring and electromagnetic stirring during refining, causes massive mechanical wear. The ladle bottom is especially vulnerable to this severe damage.
- Chemical Erosion: The lining must withstand chemical attack and penetration from molten steel and aggressive ladle slag. Furthermore, under vacuum conditions or electric arc heating, the demand on the refractory material’s integrity is significantly heightened.
2. Zonal Ladle Lining Configuration: Material Selection
To combat diverse wear mechanisms while optimizing operational costs, modern steel ladles employ a strict “Zonal Lining” strategy. Different areas of the ladle require specifically engineered refractory materials based on their localized working environments.

1. The Slag Line
Recommended Material: Magnesia-Carbon Bricks (MgO-C Bricks)
Working Principle: High-purity magnesia provides exceptional resistance to basic slag attack, while the addition of flake graphite (carbon) imparts non-wetting characteristics, effectively preventing liquid slag from penetrating into the brick matrix.
- Pros: Outstanding chemical resistance against highly aggressive, alkaline refining slags; high thermal conductivity that rapidly dissipates localized heat; superior thermal shock resistance to minimize cracking.
- Cons: High susceptibility to carbon oxidation at high temperatures; risk of carbon pickup in ultra-low-carbon clean steel refining (e.g., VOD furnaces); increased heat loss due to high thermal conductivity.
2. Ladle Wall and Bottom
Recommended Material: Alumina-Magnesia-Carbon Bricks (AMC Bricks)
Working Principle: At high temperatures, the alumina (Al₂O₃) and magnesia (MgO) within the brick matrix react to form in-situ spinel (MgAl₂O₄). This chemical reaction causes a controlled micro-expansion that tightens the brick joints, preventing molten steel and slag infiltration.
- Pros: Excellent penetration resistance due to the micro-expansion joint-sealing mechanism; high mechanical abrasion resistance against molten steel erosion during tapping and argon stirring.
- Cons: Risk of over-expansion if magnesia content or grain size distribution is not precisely controlled; moderate risk of carbon pickup in strict clean steel applications.
3. Permanent Lining
Recommended Material: High Alumina Bricks or High-Strength Permanent Lining Castables (backed by insulation nano boards or ceramic fiberboards).
Working Principle: Serves as the final safety barrier to protect the outer steel shell from accidental molten steel breakthroughs while providing thermal insulation to maintain the steel melt’s temperature.
- Pros: High structural safety acting as a robust backup barrier; excellent thermal insulation to minimize heat loss and protect the steel ladle shell.
- Cons: Zero chemical resistance against direct contact with corrosive refining slags; castable variations require extended drying and curing schedules to eliminate moisture.
3. Core Steel Ladle Refractory Products: Specifications and Applications
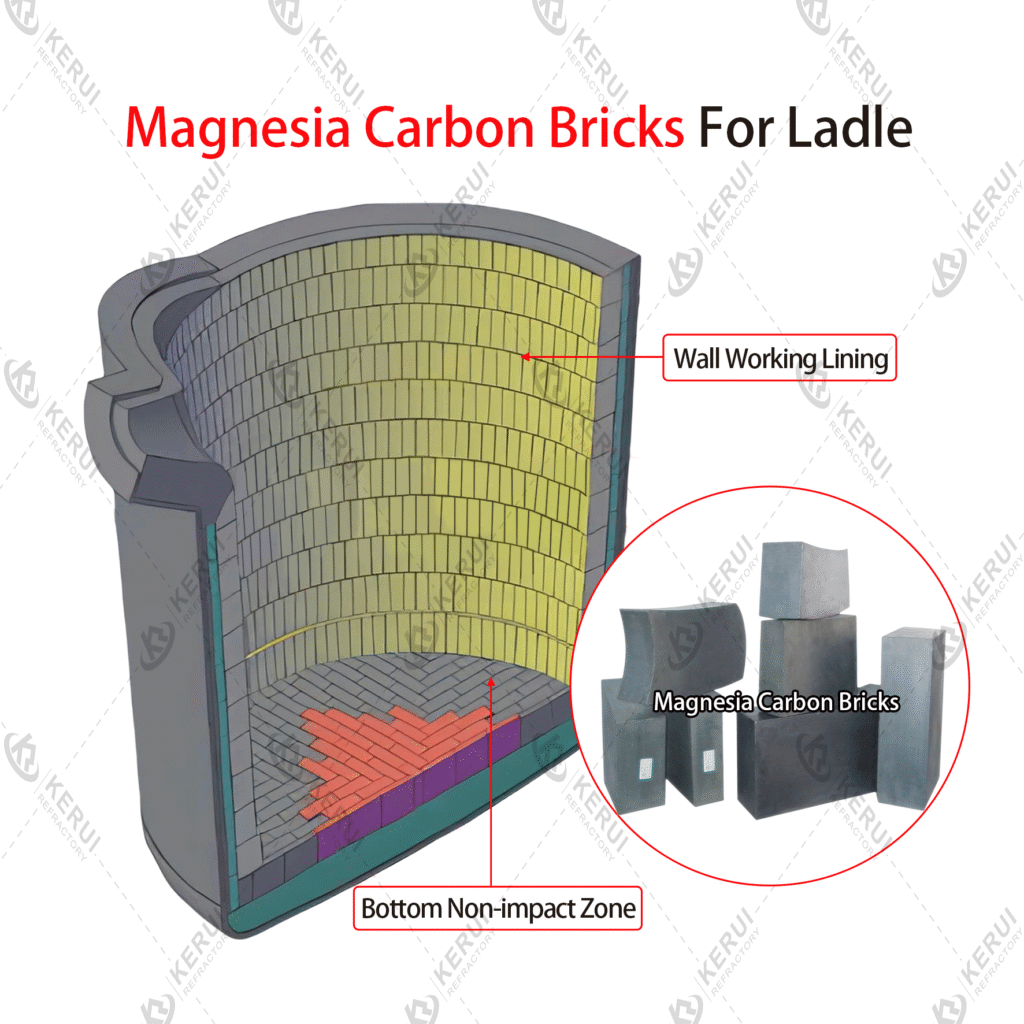
Magnesia-Carbon (MgO-C) Bricks for Steel Ladle
Magnesia-carbon bricks typically contain 76% to 85% MgO and 5% to 14% Carbon, depending on the specific grade (such as MT-5 to MT-14). Their apparent porosity is strictly controlled, often below 5.0%, with a cold crushing strength reaching up to 50 MPa.
- Characteristics: High melting point, exceptional resistance to basic slag erosion, high thermal conductivity, and outstanding resistance to thermal shock and spalling.
- Applications: Used extensively in the ladle slag zone where chemical erosion is most severe. Standard and lower-carbon variants are also applied as common bricks for side walls and ladle bottoms.
- Precautions: To mitigate the risk of carbon oxidation at high temperatures, exposure to highly oxidizing environments should be minimized. Furthermore, they are generally avoided in ultra-low-carbon steel refining to prevent carbon pickup in the molten steel.
| Item / Property | MT-5 | MT-8 | MT-10 | MT-12 | MT-14 |
|---|---|---|---|---|---|
| W(MgO) / % ≥ | 85 | 82 | 80 | 78 | 76 |
| W(C) / % ≥ | 5 | 8 | 10 | 12 | 14 |
| Apparent Porosity (A.P.) / % ≤ | 5.0 | 4.5 | 4.0 | 4.0 | 3.5 |
| Bulk Density (B.D.) / g/cm³ ≥ | 3.10 | 3.05 | 3.02 | 2.97 | 2.95 |
| Cold Crushing Strength (C.C.S.) / MPa ≥ | 50 | 45 | 40 | 40 | 38 |
| Hot Modulus of Rupture (HMOR) (1400°C × 0.5h) / MPa ≥ | – | – | 6 | 6 | 10 |
| Application / Area of Use | Side wall, bottom | Side wall, bottom | Common | Common | Slag zone |
Technical Specifications for Magnesia Carbon Bricks
Alumina-Magnesia-Carbon (AMC) Bricks for Steel Ladle
Alumina-magnesia-carbon bricks typically contain 65% to 70% Al₂O₃, around 11% MgO, and 9% Carbon. They feature a dense structure with an apparent porosity of ≤ 6% to 8% and a cold crushing strength between 40 MPa and 45 MPa.
- Characteristics: Generates in-situ spinel at elevated temperatures resulting in a controlled micro-expansion. This seals the brick joints, offering excellent resistance to molten steel penetration, high mechanical strength, and superior abrasion resistance.
- Applications: Specifically engineered for ladle side walls and bottoms. They are highly effective in critical wear areas and the bottom impact zone where mechanical stress from tapping is intense.
- Precautions: The raw material proportions must be precisely controlled during manufacturing. Excessive magnesia content can lead to over-expansion at high temperatures, causing the structural lining to warp or crack.
| Item / Property | AMC-65 | AMC-70 |
|---|---|---|
| W(Al₂O₃) / % ≥ | 65 | 70 |
| W(MgO) / % ≥ | 11 | 11 |
| W(C) / % ≥ | 9 | 9 |
| Apparent Porosity (A.P.) / % ≤ | 8 | 6 |
| Bulk Density (B.D.) / g/cm³ ≥ | 2.98 | 3.00 |
| Cold Crushing Strength (C.C.S.) / MPa ≥ | 40 | 45 |
| Application / Area of Use | Side wall, bottom | Critical area of side wall, bottom |
Technical Specifications for Alumina-Magnesia-Carbon (AMC) Bricks
Corundum-Spinel Castables for Integral Ladle Casting
These advanced castables are primarily composed of bauxite and corundum raw materials, supplemented with a specific proportion of magnesia. They are designed for the integral cast-in-place lining of steel ladles.
- Characteristics: Carbon-free composition, broad metallurgical adaptability, excellent slag resistance, and high structural integrity without joint lines.
- Applications: Used as the complete working lining for modern ladles. After clearing residual slag and adhering iron, the lining can be repeatedly re-casted (typically around 6 times). It also demonstrates excellent performance when used as a gunning mix for the slag line.
- Precautions: Although the initial material cost of the castable is higher than that of MgO-C bricks, the comprehensive cost is significantly lower due to the repeated casting capability. Strict baking and preheating schedules must be followed to eliminate bound moisture and prevent explosive spalling.
Corundum Purging Plugs for Ladle Bottoms
Purging plugs (or porous plugs) are highly engineered functional refractories, typically manufactured from high-purity corundum or chrome-corundum. They feature precisely designed star-lined slots (e.g., 0.15mm to 0.4mm wide) or porous structures enclosed in a steel cone.
- Characteristics: Extreme thermal shock resistance, high erosion resistance, and reliable directional gas permeability.
- Applications: Installed in the bottom of the steel ladle to facilitate the injection of argon gas. This creates bubbling that floats non-metallic inclusions and homogenizes the steel’s temperature and chemical composition.
- Precautions: Requires rigorous cleaning and trial blowing (testing) during hot repairs between consecutive heats. Inadequate maintenance can result in blocked gas flow, uneven stirring, or in severe cases, molten steel breakout.
Upper and Lower Nozzles for Slide Gate Systems
Upper and lower nozzles are typically manufactured from high-performance alumina-carbon (Al₂O₃-C) or alumina-zirconia-carbon (Al₂O₃-ZrO₂-C) refractory materials. They serve as the critical tubular conduits within the ladle’s slide gate mechanism.
- Characteristics: Excellent thermal shock resistance, superior resistance to severe molten steel erosion and physical abrasion, and strong oxidation resistance during high-temperature casting.
- Applications: The upper nozzle is embedded in the ladle’s seating block to safely channel molten steel from the ladle interior into the slide gate system. The lower nozzle is attached beneath the slide plates to guide the controlled stream of molten steel smoothly into the tundish. The lower nozzle is a highly consumable part and is routinely replaced during ladle hot repairs.
- Precautions: Precision during installation is absolutely critical. Any improper sealing, damage, or gaps between the upper nozzle and the well block, between the upper nozzle and the upper slide plate, or between the lower slide plate and the lower nozzle can result in catastrophic molten steel leakage (breakout) accidents.
Beyond the main lining, specific functional refractories are crucial for operational control and safety.
- Purging Plugs (Porous Plugs): Located at the bottom of the ladle, purging plugs facilitate the injection of argon gas to stir the molten steel and float non-metallic inclusions.
- Slide Gate Systems: This system precisely controls the flow of molten steel during continuous casting. It consists of the upper nozzle, slide plates, and lower nozzle. Extreme care must be taken during maintenance, as any gap between the upper nozzle and seat block, or between the slide plates themselves, can result in catastrophic steel breakout accidents.
4. Industry Trends: Cast-in-Place Linings and Low-Carbon Refractories
As metallurgical requirements evolve, two major trends are shaping the future of ladle refractories:
Trend 1: Integral Casting of the Working Lining
A significant industry shift is the move toward integral casting of the working lining. Utilizing bauxite and corundum-based castables supplemented with magnesia , this method offers broader adaptability as it contains no carbon. Although the initial material cost of the castable is higher than that of MgO-C bricks, the lining can be repeatedly re-casted (typically around 6 times) after clearing the residual steel and slag. This makes the comprehensive operational cost significantly lower than traditional brick masonry.
Trend 2: Low-Carbon Magnesia-Carbon Bricks
Traditional high-carbon MgO-C bricks cause several issues: high thermal conductivity increases heat loss (requiring higher tapping temperatures), carbon pickup occurs when refining ultra-low carbon clean steel in VOD ladles, and they consume large amounts of valuable graphite resources. Consequently, the industry is heavily focusing on developing low-carbon MgO-C bricks. The primary engineering challenge is overcoming the reduced thermal shock resistance and increased slag penetration that naturally occur when carbon content is lowered.
5. Maintenance and Lifespan Optimization
Extending the ladle campaign life requires strict adherence to maintenance protocols:
- Hot Repairs :After casting, the ladle undergoes slag dumping, purging plug cleaning and testing, and replacement of the slide plates and lower nozzles. Online baking is then performed before the next cycle.
- Cold Repairs :When the ladle is deemed unfit for hot repair, it is moved to the cold repair zone where the working lining is torn down, rebuilt, and comprehensively baked before returning to service.
Don’t let premature refractory failure disrupt your continuous casting. [Contact us today] for a free technical consultation, detailed lining diagrams, and a customized quotation to lower your cost per ton of steel!
Choose Professionalism, Choose Reliability, Choose Kerui






 Whatsapp
Whatsapp
 WeChat
WeChat

